

Premiere supplier of custom industrial automation equipment.
+1-269-925-3295
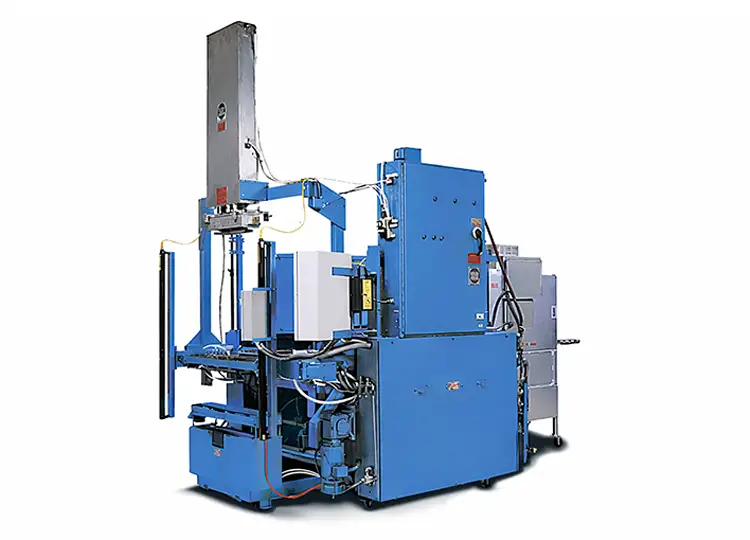
Our dynaMAC COS AGM with Centering and Compression is an in-line cast on strap machine designed specifically to handle automotive and commercial size AGM batteries. The MAC line of COS machines produce high quality, consistent straps compared to hand burning.
The AGM process is limited to the medium size mold.
(1 battery maximum)
Our dynaMAC COS AGM with Centering and Compression is an in-line cast on strap machine designed specifically to handle automotive and commercial size AGM batteries. The MAC line of COS machines produce high quality, consistent straps compared to hand burning.
The AGM process is limited to the medium size mold.
(1 battery maximum)
The operator loads the elements into the group holder and the lugs are aligned automatically. The AGM tooling then compresses the groups using MAC’s ACME screw group clamps with servo drives to the specific compression needed, creating a consistent compression of the glass mat to the pasted plates. While compressed, the group holder turns over, then the machine takes over brushing, fluxing, and casting operations. While the machine works the operator unloads the previously cast elements and loads new elements for the next cycle.
Operators can adjust various settings from the control panel using a Visual Information Center (VIC). The VIC on-screen display summarizes actual readings and compares the data to the desired parameters.
The built-in auto lug aligner includes an element vibrating table. The lug aligner lines up the lugs of each cell element; this eases lug entry into the mold cavities and permits the use of smaller size straps which saves lead costs.
To properly prepare the lugs for better strap adhesion the lugs are automatically brushed twice, fluxed, and tinned. A fine wire bristle brush removes extra paste without reducing the lug’s thickness or creating deep grooves that could retain wet flux. After the lugs are fluxed, heated air is forced across the lugs to dry. Then they are dipped into a molten tin bath to prepare for the mold. After casting, the cast elements then return to the starting position to be manually unloaded and for a new set of groups to be loaded.
The lead pot supplies molten lead to the molds through electrically heated lead lines and variable speed lead pumps for excellent casting quality. A unique gravity lead leveling system from the lead pot to the mold ensures equal lead flow to each strap cavity.
The operator loads the elements into the group holder and the lugs are aligned automatically. The AGM tooling then compresses the groups using MAC’s ACME screw group clamps with servo drives to the specific compression needed, creating a consistent compression of the glass mat to the pasted plates. While compressed, the group holder turns over, then the machine takes over brushing, fluxing, and casting operations. While the machine works the operator unloads the previously cast elements and loads new elements for the next cycle.
Operators can adjust various settings from the control panel using a Visual Information Center (VIC). The VIC on-screen display summarizes actual readings and compares the data to the desired parameters.
The built-in auto lug aligner includes an element vibrating table. The lug aligner lines up the lugs of each cell element; this eases lug entry into the mold cavities and permits the use of smaller size straps which saves lead costs.
To properly prepare the lugs for better strap adhesion the lugs are automatically brushed twice, fluxed, and tinned. A fine wire bristle brush removes extra paste without reducing the lug’s thickness or creating deep grooves that could retain wet flux. After the lugs are fluxed, heated air is forced across the lugs to dry. Then they are dipped into a molten tin bath to prepare for the mold. After casting, the cast elements then return to the starting position to be manually unloaded and for a new set of groups to be loaded.
The lead pot supplies molten lead to the molds through electrically heated lead lines and variable speed lead pumps for excellent casting quality. A unique gravity lead leveling system from the lead pot to the mold ensures equal lead flow to each strap cavity.